为了给您提供更全面的《雨花台》【本地】激光切割机光纤激光切割机6000瓦品质优良产品信息,我们上传了最新的产品视频。看视频,选购不迷路。
以下是:雨花台《雨花台》【本地】激光切割机光纤激光切割机6000瓦品质优良的图文介绍
华宇诚数控科技有限公司在 光纤激光切割机排名、生产上始终坚持将科技创新及市场实际需求放在首位。吸取国内外先进技术,致力 光纤激光切割机排名、技术攻关,公司引进了先进的 光纤激光切割机排名、自动化生产线,使公司产品可以满足各用户的要求。 公司拥有技术的科技人员,专业的设备制作人员,工程安装施工人员,我公司运用现代化的高科技手段,不断创新,不断发展,致力于 光纤激光切割机排名、新技术的研发和生产。



激光切割机的价钱不低,从几十万到几百万不等。因此,我们要尽可能延长激光切割机的使用寿命,可以节约生产成本,赢得更大的效益。由此可见,对此机器的日常维护非常重要,那么它的机床保养方法有哪些呢?跟随小编来了解一下吧。激光切割机一、更换循环水和清洗水箱:需要确保激光切割机的激光管在机器工作前充满循环水。循环水的质量和温度直接影响激光管的使用寿命。因此,需要定期更换循环水,清洗水箱。二、长期使用风机风机:清洗机会在风机,堆积大量固体粉尘,使风机产生大量噪音,不利于排气除臭。当风机吸力不足,排烟不畅时,应清洗风机。三、镜头的清洁:激光切割机上会有一些镜子和聚焦镜。激光被这些透镜反射和聚焦,然后从激光头发射出去。镜头容易沾染灰尘或其他污染物,可能导致激光损失或镜头损坏。所以每天清洗镜片。清洁时注意:1、镜片应轻轻擦拭,不要损坏表面涂层;2、擦拭过程中应小心操作,防止掉落;3、安装聚焦镜时,请保持凹面向下。四、导轨清洗:导轨和直线轴是设备的核心部件之一,其功能是对作用进行导向和支撑,为了保证机床的高加工精度,要求导轨和直线具有较高的导向精度和良好的运动稳定性。在设备运行过程中,工件加工过程中会产生大量的腐蚀性粉尘和烟雾,长期沉积在导轨和直线轴表面,对设备的加工精度影响很大,并在导轨直线轴表面形成腐蚀斑,从而缩短设备的使用寿命。因此,每半个月清洁一次机器导轨。清洁前关闭机器。五、螺钉和联轴器的紧固:运动系统工作一段时间后,运动关节处的螺钉和联轴器会松动,影响机械运动的稳定性。因此,在激光切割机运行过程中,需要观察传动部件是否有异常声音或异常现象,发现问题及时加强和维护。同时,机器应在一段时间后用工具逐个拧紧螺钉。六、光路的检查:激光切割机的光路系统是通过反射镜的反射和聚焦镜的聚焦完成的。在光路上,聚焦镜没有偏移问题,但是三面镜是用机械部件固定的,偏移的可能性大。虽然偏移通常不会发生,但建议用户在每次工作前检查光路是否正常。



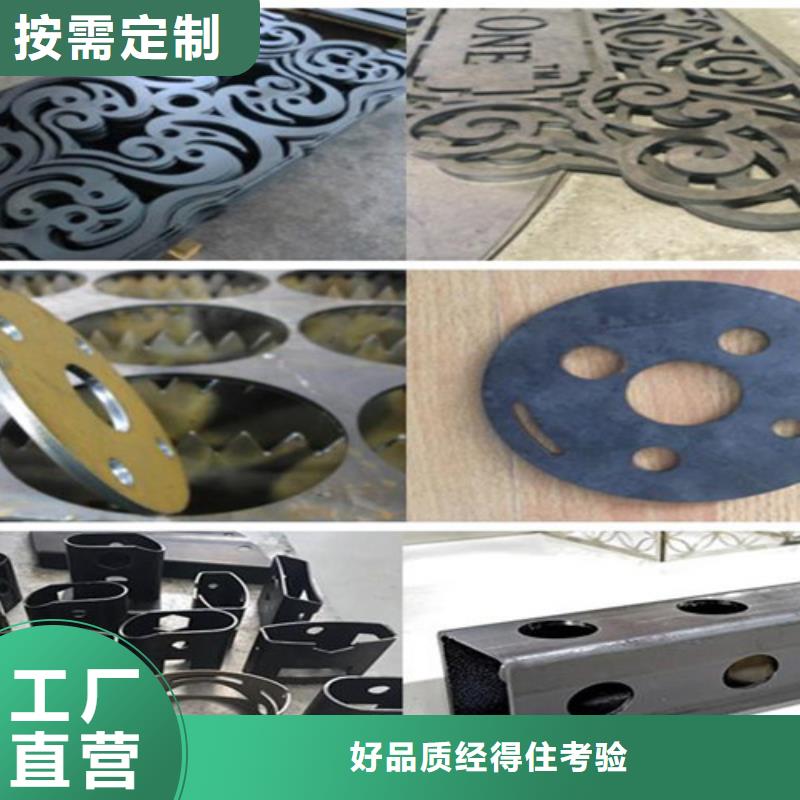
钣金激光切割机在平时的生活中有着很广泛的应用,各个行业都需要使用到因此也引来争抢,但是在选择购买时,也应该从各个不同的方面来考虑,有很多人都想要知道激光切割机购买的注意事项在哪里。今天小编就来给大家介绍些购买钣金激光切割机的时候要注意东西。购买钣金激光切割机的时候要注意什么购买钣金激光切割机的时候要注意什么建议在购买钣金激光切割机时,首先就应该看厂家技术,比如说切割的产品厚度又或者是切割面是否光滑,机器的稳定性比较重要,而其中比较关键的就在于精准度,另外也应该了解光纤激光切割机的配置到底属于国产配置还是进口配置,在挑选时应该从这一些方面来考虑。挑选光纤激光切割机也应该从自身的需求来考虑,比如说购买切割机的预算又或者是厚度,另外也应该从材料方面来考虑,建议醉好是看重厂家的规模,还有厂家的实力,如果售后有服务更具有优势之处,能够有效保证操作过程中的安全性就更好了。


激光切割机的几项关键技术是光、机、电一体化的综合技术。任何一种热切割技术,除少数情况可以从板边缘开始外,一般都需要在板上穿一小孔。早先在激光冲压复合机上是用冲头先冲出一孔,然后再用激光从小孔处开始进行切割。对于没有冲压装置的激光切割机有一下两种穿孔的基本方法:激光切割机1、穿孔:材料中间形成凹坑,然后用与激光束同轴的氧气流快速去除熔融材料,形成孔洞。孔的大小一般与板厚有关,穿孔的平均直径是板厚的一半。因此,对于较厚的板材,穿孔的孔径较大且不圆,不适合用在要求较高的部位,只能用在废料上。此外,由于激光切割机穿孔使用的氧气压力与切割使用的氧气压力相同,飞溅较大。2、脉冲穿孔:使用高峰值功率的脉冲激光熔化或汽化少量材料,经常使用空气或氮气作为辅助气体,减少放热氧化造成的孔洞膨胀,切割时气压低于氧气。每个脉冲激光只产生一个很小的粒子射流,一步一步深入,所以厚板冲压需要几秒钟。射孔完成后,辅助气体变为氧气进行切割。因此,射孔的直径较小,其射孔质量优于射孔。用于此目的的激光切割机不仅要有较高的输出功率;更重要的是时间光束的时空特性,所以一般的横流CO2激光切割机不能满足激光切割的要求。激光切割机切割穿孔的方式就是上述两种基本的方式了。此外,脉冲穿孔需要可靠的气路控制系统,以实现气体类型和气压的切换以及穿孔时间的控制。在脉冲穿孔的情况下,为了获得高质量的切割,应注意从工件静止时的脉冲穿孔到工件恒速连续切割的过渡技术。








 扫一扫
扫一扫